
Sản phẩm

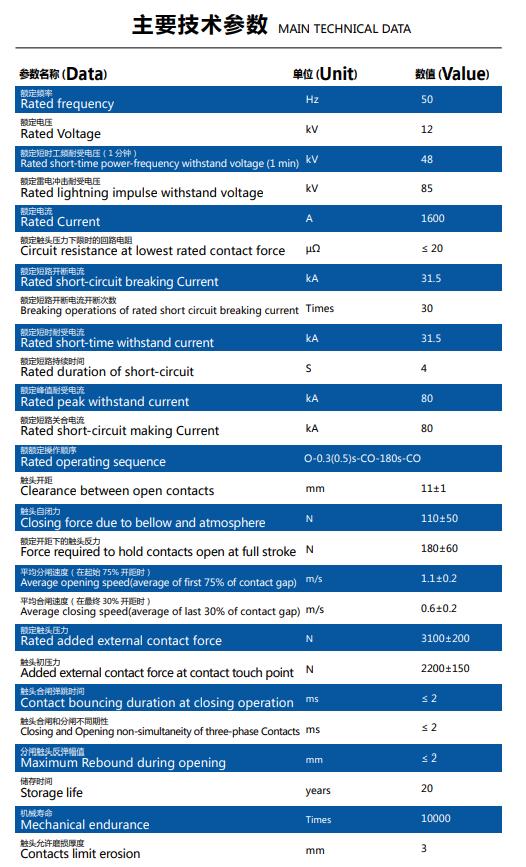
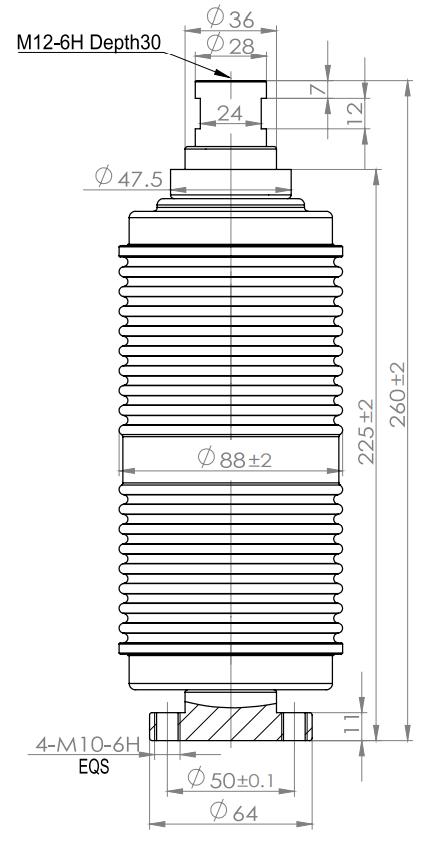
Bộ ngắt chân không cho MV VCB, VS1 ZN28 ZN63
Mô tả ngắn gọn về sản phẩm:
Khi sự cố xảy ra trong hệ thống, các tiếp điểm của cầu dao bị dịch chuyển ra xa nhau và do đó tạo ra hồ quang giữa chúng.Khi các tiếp điểm mang dòng điện bị kéo ra xa nhau, nhiệt độ của các bộ phận kết nối của chúng rất cao do đó sự ion hóa xảy ra.Do sự ion hóa, không gian tiếp xúc chứa đầy hơi của các ion dương được thải ra từ vật liệu tiếp xúc.
Mật độ của hơi phụ thuộc vào dòng điện trong hồ quang.Do chế độ giảm của sóng dòng điện, tốc độ giải phóng hơi của chúng giảm và sau khi dòng điện bằng không, môi trường lấy lại độ bền điện môi của nó với điều kiện mật độ hơi xung quanh các điểm tiếp xúc giảm.Do đó, hồ quang không bắt đầu lại vì hơi kim loại nhanh chóng bị loại bỏ khỏi vùng tiếp xúc.
Chú ý
Kiểm soát chặt chẽ tốc độ đóng mở của máy cắt chân không.
Đối với cầu dao chân không có cấu tạo nhất định, nhà sản xuất đã quy định tốc độ đóng ngắt tốt nhất.Khi tốc độ đóng của máy cắt chân không quá thấp, độ mòn của tiếp điểm sẽ tăng lên do kéo dài thời gian ngắt trước;Khi ngắt mạch ngắt mạch chân không, thời gian phóng hồ quang ngắn và thời gian phóng hồ quang tối đa của nó không vượt quá 1,5 nửa sóng tần số nguồn.Yêu cầu rằng khi dòng điện vượt qua 0 lần đầu tiên, buồng dập tắt hồ quang phải có đủ độ bền cách điện.Nói chung, dự kiến hành trình của tiếp điểm trong nửa sóng tần số nguồn sẽ đạt 50% - 80% hành trình đầy đủ trong quá trình ngắt mạch.Do đó, tốc độ mở của cầu dao cần được kiểm soát chặt chẽ.Vì buồng dập tắt hồ quang của máy cắt chân không thường sử dụng quá trình hàn nên độ bền cơ học của nó không cao và khả năng chống rung kém.Tốc độ đóng cắt quá cao của bộ ngắt mạch sẽ gây ra rung động lớn hơn, và cũng sẽ ảnh hưởng lớn hơn đến ống thổi, làm giảm tuổi thọ của ống thổi.Do đó, tốc độ đóng của máy cắt chân không thường được đặt là 0,6 ~ 2m / s.





